

Method for improving properties of steel ladle refractory lining castables
There are many reasons for the damage of the steel ladle refractory lining castables. For the commonly used low cement and high alumina castables, we will talk about how to improve the performance of this castable and prolong the service life of the steel ladle refractory lining.
With the increase of water addition, the apparent porosity of low-cement high-alumina permanent lining castables increases, and the bulk density decreases, which will cause the compressive strength and flexural strength of the castable to decrease.
It can be seen from multiple comparison tests that with the increase of water addition, the line shrinkage rate of the castable increases significantly, which will expand the shrinkage crack generated by the castable in use. When the water content of low cement castable increased by 2%, obvious shrinkage cracks appeared on the surface of the sample. In addition, with the increase in the amount of water added, the castable is prone to particle segregation, that is, particle sinking and powder floating, and the shrinkage of the part with a large number of powder increases, which makes the internal stress of the castable uneven, and is also prone to cracks.
Therefore, some small ways to improve the performance of ladle permanent layer castables are as follows:
1. Control the amount of water added to the castable
The more the amount of water added, the lower the strength and density of the castable, the subsequent increase in apparent porosity, and the increase in shrinkage after burning. Therefore, we should minimize the water consumption of the castable under the premise of ensuring its construction and operability. amount to ensure the best performance of the castable.
2. Effectively ensure the connection of construction time
At present, the casting of permanent lining castables in steel mills is based on bricks instead of molds and intermittently casts. Generally, the entire brick mold is built in three sections. After the first section is built, the casting is started, and then the second section is built, and then the casting is continued, and so on. In summer, the ambient temperature is high or the casting is not timely due to special reasons. It is easy to cause the first section of the material to be initially solidified when the second stage is cast, and the connection between the two sections is not good. Therefore, the connection work should be done well during construction to reduce the interval time between the two castings.
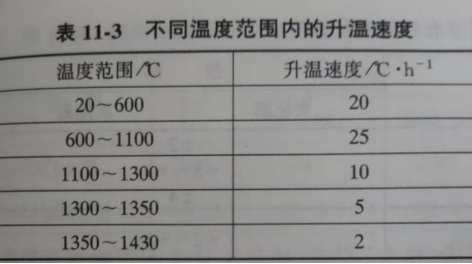
3. Develop a reasonable baking system
Low cement castables gain strength through hydration and cohesion. Low-cement castables have stricter baking requirements, especially in the discharge stage of a large amount of physical water and crystallization water below 300 °C. Improper baking is prone to peeling and bursting. A reasonable baking curve must be formulated to discharge the water into the molded body. smoothly. According to the construction thickness, the natural curing is completed for 16-24 hours, and then the mold is baked for about 3 days.
When there is no temperature control device, adjust the gas volume to control the temperature, generally low fire, medium fire, and high fire baking. The curing and baking time is adjusted according to the size of the ladle and the thickness of the permanent layer, generally 60~80 h. Usually, the three baking times are 24 h, 24-32 h, and 12-16 h, respectively.
4. Optimize the formula of permanent lining castables
In order to solve the problem of excessive cracks, optimization and improvement were carried out on the castable formula:
(1) Add a low-impurity expansion agent to the matrix to offset the partial shrinkage of the castable at high temperatures. The castable with an expansion agent improves the volume stability of the castable and improves the expansion of the crack after the castable is used many times.
(2) The upper limit of the limit particle size of the castable aggregate was raised from the original 8 mm to 12 mm. After testing, after the introduction of large particles, the amount of water added can be reduced by 0.5%, and the flexural strength at 1 100 °C can be increased by 2MPa. This is because the existence of large particles not only acts as a skeleton but also can change the direction of long cracks, which is helpful to prevent The expansion of cracks and improves the volume stability of the castable.
-

Silicate fire brick
Silicon thermal insulation refractory brick refers to the thermal insulation refractory products made of silica as the main raw material, with a SiO2 content of no less than 91%. In addition to the heat insulation perfor··· -
silica bricks manufacturing process
1.1 Determination of raw material ratio and particle compositionThe raw materials for making silica bricks are silica and waste bricks containing more than 96% SiO2, in addition to lime, mineralizers and organic binders.··· -

Alumina hollow ball bricks
Alumina hollow ball bricks are made of alumina hollow balls and alumina powder as the main raw materials, combined with other binders, and fired at a high temperature of 1750 degrees. It belongs to a kind of ultra-high t··· -

Anti-stripping high alumina brick for cement kiln
Anti-stripping high alumina bricks are made of high alumina bauxite clinker, mullite, kyanite, zircon sand, and binder first through granulation and powdering processes, mixed in a certain proportion, then pressed into s···