

Analysis and control of abnormal erosion of the pool wall of glass kiln fused AZS bricks
In the glass manufacturing industry, the same glass products and the same glass kiln have different maintenance time, maintenance parts and kiln service life. Normal material erosion is erosion within the design service life of the material, and abnormal material erosion is a malignant condition that occurs in a position that is not necessarily fixed and within the design service life of the material. The hidden negative effects of these conditions are very large, affecting not only the economic interests of glass companies, but also to a certain extent affecting and restricting the healthy development of the entire glass industry.
1 Inherent harmful components and erosion mechanisms in fused AZS bricks
1.1 Glass phase
The phase composition of fused zircon corundum refractory products is baddeleyite, corundum, a small amount of mullite, glass phase and pores. In the manufacturing process of fused zircon corundum bricks, in order to reduce and eliminate residual thermal stress, a certain amount of glass phase is required in the product as an absorbent to buffer thermal stress. However, due to the existence of the glass phase, it also brings some disadvantages. In terms of the refractory material's resistance to glass liquid erosion, the glass phase is a weak link. During the erosion process, the glass phase precipitates first and replaces with the high-temperature glass melt, which accelerates the erosion of the crystal. Under high-temperature conditions, the glass phase will also seep out and release bubbles, which will pollute the glass melt.
1.2 Carburization
Zirconium corundum fused brick products produced by the general reduction method are all seriously carburized. According to literature reports, the corresponding carbon content is judged by the color of the cross-section of the refractory material: light gray 0.03%~0.06%, gray white <0.03%, gray 0.08%~0.18%, dark gray 0.15%~0.19%. Even products produced by advanced oxidation methods (long arc and oxygen blowing methods) contain some carbon (<0.01%). Carburization exists in the form of carbides, nitrides, sulfides, solid carbon and residual reducing gases. When used under oxidizing conditions, gas is released, causing the glass phase seepage temperature to drop. When AZS bricks contain more glass phase (33 is generally about 20%), they will soften and seep out at above 1100℃, and the loss will intensify with the increase of temperature. The seepage of glass phase is related to the impurities such as carbon, carbide, and low-priced iron and titanium in the bricks. When the kiln is in an oxidizing atmosphere, oxygen diffuses into the brick body and reacts with these impurities to release gases such as CO2 and SO2. These gases squeeze out the molten glass phase and form nuclear bubbles on the surface. The crystalline phase loses due to the loss of the glass phase. This is the cause of the erosion of AZS bricks.
2 The entry of harmful components in the production process of fused AZS bricks
2.1 Sand inclusion phenomenon and other foreign matter entering the product
The casting model produced by quartz sand and water glass, the sand inclusion phenomenon refers to the similar pool wall brick type. When pouring, the high-temperature molten liquid gradually rises in the model. The part not covered by the molten liquid is exposed to high temperature, and the surface sand blocks are separated and fall into the molten liquid, forming the sand inclusion phenomenon. Due to the high temperature of 1750℃, the added sand skin exists in the product in a glassy state. In addition, there is a material leveling procedure during the melting process. The leveling tool is a cast steel chisel. The chisel will soften in the high-temperature melt for a long time. When prying the unmelted material block, the chisel may break. The chisel broken in the melt may be completely melted in the melt, increasing the iron content in the product, or it may not be completely melted and enter the product during pouring.
2.2 Oxidation uniformity of fused AZS bricks
The oxidation degree or oxidation uniformity of fused AZS bricks is one of the key indicators of whether the product quality is good. In terms of oxygen blowing process formulation, each manufacturer has perfect system requirements, but most of them have defects in the setting of oxygen gun position. It is an inevitable phenomenon that the oxygen gun hole is blocked during oxygen blowing. The oxygen gun generally has 7 oxygen outlet holes distributed around or at the bottom of the ball head. When one or several oxygen outlet holes are blocked, the oxidation degree of the product will be uneven. Severe ones can be seen, but not serious ones are not easy to judge intuitively. Even on a single brick, there will be color inconsistency. Dark color indicates large carburization, and light color indicates small carburization. The blockage of the oxygen gun hole directly leads to poor oxidation effect of the product and increased carburization of the product. When the glass kiln is running, the glass is accompanied by bubbles, mostly carbon dioxide gas.
3 Formation of gaps in glass kilns
3.1 Grinding or masonry kilns
When the product is processed and ground, the flatness of the machine bed surface cannot meet the requirements after aging, causing the middle of the product to bulge or recess. During pre-assembly, the gap is equalized up and down, and it seems that the gap is not large. During the kiln masonry, due to the error in the flatness of the foundation or the defect at the bottom of the product, the negligence of the constructor causes the bottom of the product to be suspended. When the kiln is finally baked, the expansion of the product may not be fixed according to the equalized gap, which may cause the gap at the bottom or upper part of the pool wall brick to increase significantly.
3.2 Kiln sill specification design
In the glass kiln, improper arrangement of the kiln sill bricks will also cause the kiln sill to deform due to the impact of the glass liquid. Since the kiln sill bricks must withstand the impact of the glass liquid when it is turned over, the kiln sill must have sufficient thickness and support. The height of the support bricks must exceed 1/2 of the height of the kiln sill bricks to provide more effective support. When the kiln bricks are deformed by the impact of glass liquid, the gap between the bricks will become wider.
3.3 Kiln deformation
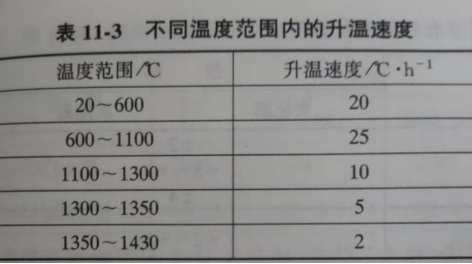
In the temperature range of the kiln, the zirconium component in the fused AZS bricks changes from monoclinic phase to tetragonal phase at 1100℃, which will cause some volume changes. When the temperature is unstable, the temperature reduction will cause some volume changes in the opposite direction. This temperature fluctuation causes the reverse volume change of the zirconium component, which is the fundamental reason for the product to burst. When the kiln is baked, a heat preservation stage is usually set at 1100℃ to make the volume conversion of the fused AZS bricks sufficient.
4 Abnormal erosion phenomenon
4.1 Viscosity and temperature of glass liquid
The higher the kiln temperature, the lower the viscosity of the glass liquid. The high process temperature of the glass kiln is required by factors (such as full oxygen combustion technology, ultra-white glass, etc.). Properly increasing the glass melting temperature can increase the melting rate, reduce the viscosity of the glass liquid, and facilitate the discharge of bubbles. Reducing the viscosity of the glass liquid is conducive to improving the quality of glass, but it is not conducive to the corrosion resistance of the pool wall bricks. It is mainly manifested in the erosion of the gaps in the pool wall bricks, which is abnormal erosion. The viscosity is low, and the glass liquid is easy to enter the brick joints. The glass phase of the bricks is accompanied by the precipitation of bubbles. The friction generated by the upward movement of bubbles and the mechanical movement of the glass liquid backflow further aggravates the erosion of the brick joints. This is the root cause of abnormal erosion of brick joints, so the smaller the brick joints, the better.
4.2 Abnormal erosion of the vertical joints of the pool wall
When the kiln is running, the glass liquid will penetrate into the excessive brick joints. In this environment, the glass liquid in the brick joints and the glass phase and bubbles precipitated in the brick joints simultaneously cause the mechanical movement upward to aggravate the erosion of the brick joints. In addition, the flow of the glass liquid has a reflux effect at the gap. This reflux effect is a mechanical flow flushing process, which will make the brick joints larger and larger. This is one of the abnormal erosion states.
4.3 Abnormal erosion at the liquid level of the pool wall brick
When the glass phase content of the product is high, the inferior product quality contains a large amount of impurities, and the glass phase seriously exceeds the standard. Its sodium content will reach more than 2%. When the kiln is running, the glass phase precipitates in large quantities. With the flow of the glass liquid and the friction movement of the glass phase liquid, the glass phase precipitates in large quantities on one hand and is taken away by the flow of the glass on the other hand. The erosion speed at the junction of the three phases is very fast. Some kilns designed for 5 years have completely eroded the 300mm part of the upper part of the pool wall in less than 2 years. This is a typical abnormal erosion phenomenon. Other erosion factors have been reported in a large number of literatures, which will not be repeated here.
4.4 Erosion phenomenon of vertical seams of kiln sill bricks
When the kiln sill bricks are deformed by the impact of glass liquid, the gap will widen at the connection between bricks. The widened gap provides space for the glass liquid to exist. When the glass phase precipitates with bubbles, the friction with the upward movement of the liquid glass causes abnormal erosion of the kiln sill bricks, showing a jagged shape.
4.5 Factors of erosion caused by drilling holes on the wall of the pool
(1) When there is foreign iron in the product, iron is one of the harmful substances and must be strictly controlled. Iron itself contains more than 2% carbon content, which will aggravate the erosion of the product and is also one of the harmful substances that affect the quality of glass products.
(2) There is sand inclusion in the product, and it is concentrated.
(3) When the oxygen outlet hole of the oxygen gun is blocked and cannot be oxidized evenly, the carburization amount in the product is high. When encountering gaps, bubbles are accompanied by the precipitation of glass phase, which aggravates the local abnormal erosion of the product.
(4) When the cross-edge cracks or local cracks of the product and the carburization amount are large, the reflux of the glass liquid and the excessive glass phase content will precipitate a large amount of glass phase accompanied by bubbles, and even glass melt leakage accidents.
5 Conclusion
(1) The glass liquid is seamless, and the gaps between the products will cause mechanical erosion of the glass liquid reflux. When the glass is precipitated in the gaps, bubbles are precipitated, which aggravates the erosion of the product gaps. When the kiln is inspected as a whole, the stricter the requirements for the gaps, the better.
(2) When the kiln is built, ensure that the foundation is stable, there should be no product overhead, the expansion joints should be reasonably reserved or the masonry personnel should strictly control the business.
(3) The height and width specifications of the inner side bricks of the kiln sill should be appropriately increased. The bricks should play a supporting role.
(4) In the production process of fused AZS bricks, effective system management should be implemented to check whether the oxygen outlet of the oxygen gun is blocked, and the position of the oxygen gun should be set to facilitate observation of the status of the oxygen outlet of the oxygen gun.
(5) For sand molds made of quartz sand and water glass, the proportion of water glass should not be less than 8%. If the amount of water glass is small, it will cause the surface sand to fall off during pouring, which will bring inherent hidden dangers to the product. It is best to choose fused AZS bricks made of resin sand models.
-

Silicate fire brick
Silicon thermal insulation refractory brick refers to the thermal insulation refractory products made of silica as the main raw material, with a SiO2 content of no less than 91%. In addition to the heat insulation perfor··· -
silica bricks manufacturing process
1.1 Determination of raw material ratio and particle compositionThe raw materials for making silica bricks are silica and waste bricks containing more than 96% SiO2, in addition to lime, mineralizers and organic binders.··· -

Alumina hollow ball bricks
Alumina hollow ball bricks are made of alumina hollow balls and alumina powder as the main raw materials, combined with other binders, and fired at a high temperature of 1750 degrees. It belongs to a kind of ultra-high t··· -

Anti-stripping high alumina brick for cement kiln
Anti-stripping high alumina bricks are made of high alumina bauxite clinker, mullite, kyanite, zircon sand, and binder first through granulation and powdering processes, mixed in a certain proportion, then pressed into s···